Elke trekker heeft er eentje: de koppeling. Hoe zuinig je ook met de trekker omgaat, uiteindelijk komt de dag dat de koppeling vernieuwd moet worden. Op dat moment zijn er twee opties. Óf je plaatst een nieuwe, óf je laat hem reviseren.
Zeker bij een klassieke trekker met veel werkervaring, kan het voorkomen dat de koppeling niet helemaal goed functioneert. Het vernieuwen van de koppelingsplaat en drukgroep kan door compleet nieuwe onderdelen. Reviseren heeft helaas een slechte naam gekregen. Bij Kawe in Raalte vinden ze die slechte naam onzin. Zij hebben de kennis in huis om bijna ieder onderdeel van de koppeling te vervangen. Ook onderdeeltjes als drukvingers, veren, gaffels en bouten worden niet over het hoofd gezien. Voor Kawe is het veelal een logistieke afweging om te kiezen voor revisie of nieuwbouw. Daarbij speelt dat de retour ontvangen onderdelen niet altijd bruikbaar zijn.
Wel of geen nieuwbouw
Ook is de seriegrootte van belang. Bij het productieproces van Kawe zijn twee methoden te onderscheiden, namelijk reviseren of nieuwbouw. Bij de kleine oplagen heeft revisie de voorkeur. Het bedrijf gebruikt het koppelingshuis en de drukplaat (of drukplaten) opnieuw en vernieuwt enkel de slijtdelen. Bij grotere oplages heeft nieuwbouw de voorkeur. Er wordt dan een origineel exemplaar besteld en alle afmetingen, onderdelen en eigenschappen (drukkracht, gewicht, koppel, et cetera) worden opgenomen in de database. Er rust geen patent op het principe van een koppeling, dus ‘kopiëren’ is toegestaan. Vervolgens maakt het bedrijf de bestaande koppeling na. Soms komt het voor dat bepaalde series van originele koppelingen productie- of constructiefouten bevatten. Dat komt dan pas na een paar duizend uur aan het licht. De originele koppelingen worden dan al niet meer gemaakt. De eigen engineers verbeteren het product dan zelf waar nodig.
Alle koppelingen die binnenkomen gaan via een hangbaan door de reinigingscabine. Een geautomatiseerd proces spuit de koppelingen met een oplossing van water en zeep schoon. Na het drogen gaan de koppelingen gesorteerd naar de centrale opslagruimte. Daarna bepaalt de planning welk model en type gereviseerd wordt. De doorlooptijd van revisie is ongeveer één dag.

Een medewerker klemt de koppeling in, zodat hij de onderdelen spanningsvrij kan loshalen. Demontage gebeurt tot het laatste boutje. Revisie is van toepassing op het koppelingshuis en de drukpla(a)t(en). De rest wordt standaard vernieuwd. Is het koppelingshuis te veel beschadigd dan volgt afkeur.

Na een nieuwe reinigingsbeurt van het koppelingshuis en de drukpla(a)t(en) volgt het stralen. Hierna vlakt men de drukplaat op een draaibank. Om de juiste ruwheid te verkrijgen, volgt een slijpproces. Grote series gaan in een CNC-machine die beide processen automatisch uitvoert. Drukplaat en koppelingshuis blijven altijd als set bij elkaar.

Na het machinaal bewerken beschermt men de onderdelen tegen roest. Bewerkt gietijzer is hier namelijk erg gevoelig voor. De drukplaten worden ondergedompeld in een speciale waterverdringende vloeistof. Het lijkt op olie, maar is in tegenstelling tot olie niet vet. Een vette drukplaat zal de werking van de koppeling namelijk nadelig beïnvloeden
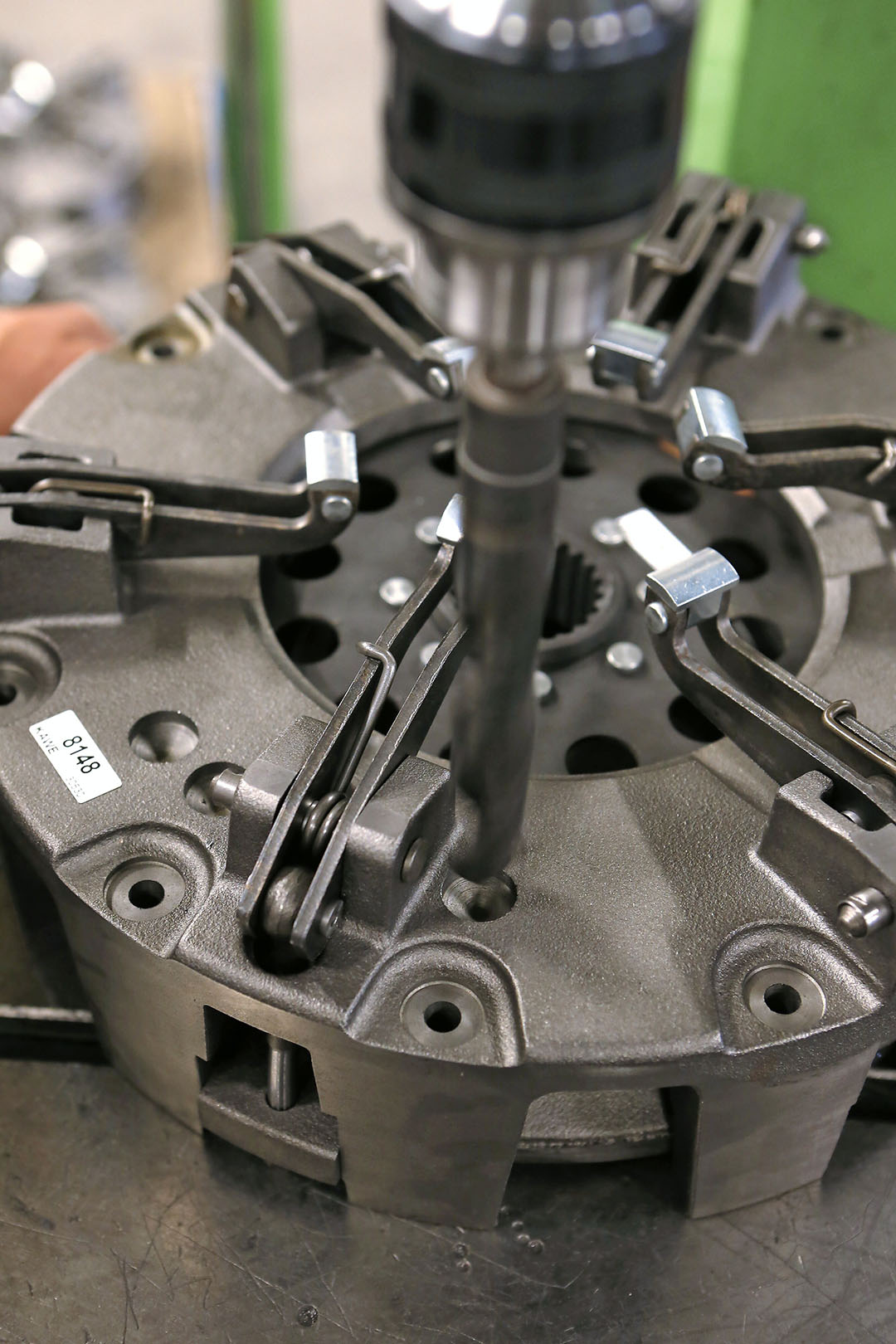
Een koppeling moet goed in balans zijn om trillingen te voorkomen. Dit doet men statisch (stilstaand) op een speciale weegschaal. Deze geeft aan in welke richting de koppeling te zwaar is. Door met een boor materiaal op die plek weg te nemen, wordt de balans hersteld. Veel boorgaten duiden dus op een meermalig gereviseerde koppeling.

De nieuwe en eventueel gereviseerde onderdelen komen samen bij het drukgroep assemblageproces. Vervolgens simuleert men een praktijksituatie. De vlakke tafel bootst het vliegwiel na. Men kan de koppeling ontkoppelen en de belangrijkste parameters controleren: ontkoppelkracht, aandrukkracht, lift van de drukplaten en koppelslag.

Naast drukgroepen produceert Kawe ook het binnenwerk van de koppeling. Hier klinkt men het centraalblad aan de naaf. Deze uitvoering is van een rijkoppeling (automaat) met in het midden een torsiedemper. Kenmerkend van de Kawe-koppelingen zijn de verschillende kleuren veren, met elk hun eigen karakteristiek. Ieder verenpaar vangt een bepaald draaimoment op.
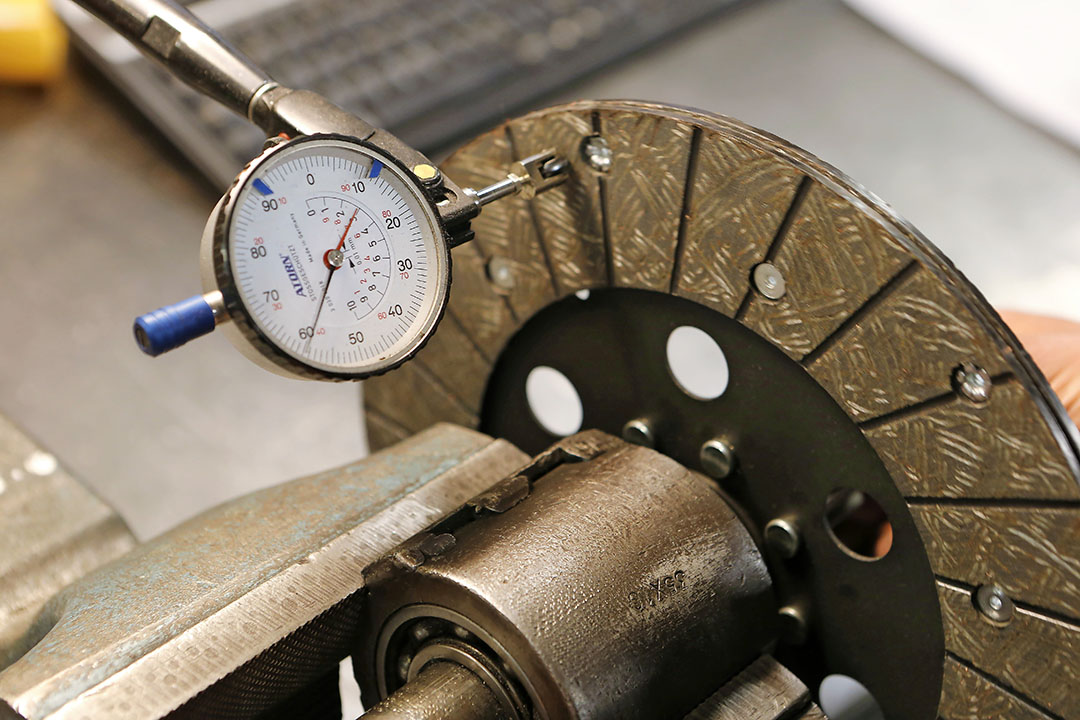
Als de voering op het centraalblad aangebracht is, controleert men de frictieplaat op vlakheid. Tijdens het ronddraaien geeft de meetklok aan of er een slag in zit. Ook wordt visueel beoordeeld of de plaat hol of bol staat. Het richten gebeurt met speciaal gereedschap. Een vakman is onmisbaar in dit proces.



